離心泵檢修知識和維護方法
檢修分類

上海意嘉泵業制造有限公司是一家專業設計、開發、制造和銷售通用流體設備的股份制企業,公司堅持“平等互利、共同發展”的經營方針,秉承“以質量求生存、以誠信占市場、以科技求效益、以品牌促發展”的經營理念來勉勵自己。產品嚴格按照ISO9001標準進行生產,廣泛用應于環保、給排水、建筑、石油、化工、醫藥、電力等領域,深得用戶的好評。
產品涵蓋管道泵、計量泵、排污泵、潛水泵、螺桿泵、自吸泵、多級泵、磁力泵、離心泵、隔膜泵、化工泵、齒輪油泵、衛生泵、真空泵、消防泵、深井泵等系列。上海意嘉泵業產品素以工藝精湛、性能穩定可靠、質量優良享譽國內外市場,在石油、化工、電力、市政、水利、建筑、環保、冶金、食品、醫藥等行業樹立了良好的口碑和品牌知名度。
公司始終堅持走“質量求生存,品質求發展”之路,以先進的設計和制造檢測設備為手段,使產品從設計到制造的全過程,達到高標準和高可靠性。產品全部采用CAD設計軟件和CFD計算流體力學軟件等先進設計手段,產品經過精密鑄造、熱鍛壓、焊接、熱處理、精加工、裝配等十多道工序,使用先進的數 控加工中心、等離子焊接機、全自動氣體保護、半自動真空熔焊機、超頻真空熱處理設備、高效加工專機、理化和探傷設備等各類高精密加工檢測設備, 完全實現CAD/CAPP/CAM/CAE/PDM數字工程化,保持行業領先,實現意嘉泵業“智造”科技化。
計劃內檢修
根據生產設備的管理經驗和設備狀況制定計劃,而按計劃進行的檢修。根據檢修內容、周期和要求的不同又可以分為小修、中修和大修。
計劃外檢修
計劃外檢修是指設備運行過程中突然發生故障或事故必須進行不停車或停車檢修。
計劃外檢修的特點:檢修事先難以預料,無法安排檢修計劃,而且要求檢修的時間短、檢修質量高、檢修環境及工況復雜、施工難度大。檢修比例大。
泵軸檢修
1、清洗并檢查泵軸,泵軸應無裂紋,嚴重磨損等缺陷。如已有磨損、裂紋、沖蝕等,應詳細記錄,并分析其原因。
2、離心油泵泵軸直線度,其值在全長上應不大于0.05mm。軸頸表面不得有麻點、溝槽等缺陷,表面粗糙度的最大允許值為0.8μm,軸頸圓度和圓柱度誤差應小于 0.02mm。
3、離心泵鍵槽中心線對軸中心線平行度誤差應小于0.03mm/100。
4、軸徑允許彎曲不大于0.013mm,對于低轉速泵軸中部不大于0.07mm,高轉速泵軸中部不大于0.04mm。
5、軸表面光滑,無裂紋、磨損等。
6、軸套表面保持Ra=1.6um。
7、軸與軸套采用H7/h6。
軸彎曲度的測量
泵軸彎曲之后,會引起轉子的不平衡和動靜部分的磨損,所以在大修時都應對泵軸的彎曲度進行測量。
①把軸的兩端架在V 形鐵上,V 形鐵應放置平穩、牢固;
②再把百分表支好,使測量桿指向軸頭。然后,緩慢地盤動泵軸,在軸有彎曲的情況下,每轉一周則百分表有一個最大讀數和最小讀數,兩讀數的差值即表明了軸的彎曲程度。這個測量過程實際上是測量軸的徑向跳動,亦即晃度。
③晃度的一半即為軸的彎曲值。通常,對泵軸徑向跳動的要求是:中間不超過0.05mm,兩端不超過0.02mm
葉輪檢修
1、清洗并檢查各級葉輪表面,葉輪表面應無裂紋、磨損等缺陷,葉輪流道表面應光滑,且無結垢、毛刺,葉片應無裂紋、沖刷減薄等缺陷。
2、檢查各級葉輪吸入口和排出口密封環,應無松動,密封環表面光滑,無毛刺,表面粗糙度Ra的最大允許值為0.8μm,與葉輪裝配間隙量應為0.05~0.10 mm。以葉輪內孔為基準,檢查葉輪徑向跳動應不大于0.05 mm。端面跳動不大于0.04 mm。
3、葉輪與軸采用過盈配合,一般為H7/h6。鍵與鍵槽配合過盈量為0.09~0.12 mm,裝配后離心泵鍵頂部間隙量就為0.04~0.07mm。
4、葉輪須作靜平衡。
檢修標準
1、葉輪表面無水垢,油泥,裂紋等。
2、葉輪鍵厚度比鍵槽深度小0.15~0.35mm。
3、鍵和鍵槽要密切接觸,不得再加墊。
4、新裝葉輪需要找動平衡和靜平衡。
5、葉輪與軸配合采用H7/h6。
泵頭,泵殼,導葉輪檢修
1、清洗并檢查各級葉輪,應無磨損、裂紋、沖蝕等缺陷。
2、離心泵導葉輪的防轉銷應無彎曲、折斷和松動。泵頭、泵殼密封環表面應無麻點、傷痕、溝槽,表面粗糙度Ra的最大允許值為0.8μm,密封環與泵頭、離心泵泵殼裝配間隙量為 0.05~0.10mm,密封環應不松動。
3、以離心泵泵頭、離心泵泵殼止口為基準,測量密封環內孔徑向圓跳動,其值不大于0.50 mm,(公眾號:泵管家)端面圓跳動應不大于0.04mm。
4、測量離心泵泵頭、泵殼密封環與其裝配密封環之間的間隙量,其值應在0.50~0.60 mm之間。
節流軸封檢修
1、清洗并檢查節流軸封表面,其上應無裂紋、偏磨等缺陷,表面粗糙度Ra的最大允許值為 0.8μm;
2、離心泵節流軸封與泵體采用H7/p6配合。以外圓為基準,測量內孔徑向圓跳動,其值應不大于0.02mm;3、測量離心泵節流軸封與泵軸間隙量,其值應在 0.25~0.30 mm之間。
軸承的檢修
1、橢圓度和軸徑錐度不能大于軸直徑的千分之一。
2、軸徑表面的粗糙度Ra<1.6um。
3、軸徑與軸瓦的接觸面積不應小于60°~90°范圍,它的表面不應有腐蝕痕跡。
4、外殼與軸承應緊密接觸。
5、軸瓦不能有裂紋、砂眼、金屬削等。
6、軸承蓋與軸瓦之間的緊力不小于0.02~0.04mm。
7、滾珠軸承的外徑與軸承箱內壁不能接觸。
8、徑向負荷的滾動軸承外圈與軸承箱內壁接觸采用H7/h6配合。
滑動軸承
(1)軸承與軸承壓蓋的過盈量為0.02~0.04mm,下軸承襯與軸承座接觸均勻,接觸面積應大60%以上。
(2)更換軸承時,軸頸與下軸承接觸角為60~900密封,接觸面積應均勻,接觸點每平方厘米不少于2~3點。
(3)軸承合金層與軸承襯應結合牢固,合金層表面不得有氣孔、夾渣、剝落等缺陷。
(4)承頂部間隙應符合下表的規定。
(5)軸承側間隙在水平中分面上的數據為頂間隙的一半。
滾動軸承
(1)承受軸向和徑向載荷的滾動軸承與軸的配合為H7/js6。
(2)僅承受徑向載荷的滾動軸承與軸的配合為H7/k6。
(3)滾動軸承外圈與軸承箱內壁配合為Js7/h6。
(4)凡軸向止推采用滾動軸承的泵,其滾動軸承的外圈的軸向間隙應留有0.02~0.06mm。
(5)滾動軸承拆裝時,采用熱裝的溫度不超過100℃,嚴禁用火焰直接加熱。
(6)滾動軸承的滾動體與油與滑道表面應無腐蝕、坑疤與斑點,接觸平滑無雜音。
滾動軸承的游隙
所謂滾動軸承的游隙是指將外圈(或內圈)固定后內圈(或外圈)在徑向或軸向的最大位移量。徑向上的位移稱為徑向游隙,軸向上的位移稱為軸向游隙。
滾動軸承在工作過程中允許有適當的游隙。游隙過大,會使同時承受載荷的滾動體數目減少,易使滾動體與套圈產生彈性變形,降低軸承壽命。同時,還降低軸承的旋轉精度,產生徑向跳動,從而引起振動和噪聲;游隙過小,則工作時阻力增大,會造成軸承發熱,加速軸承的磨損。
滾動軸承的預緊
在裝配軸承時,需要對軸承預緊,即給軸承內、外圈以一定的軸向預負荷,使內、外圈發生相對位移,調整游隙。預緊后軸承能控制內、外圈的正確位置從而提高了軸的旋轉精度。增加軸承的壽命。
拆裝滾動軸承時,對其施加作用力應注意什么?
(1)要使用專用工具(壓力機、拉馬器等),不要用手錘敲擊,以免用力不均,軸承局部受傷或直接損壞;
(2)作用力要加在緊配合圈上,不要加在松配合圈上,以免軸承接觸面產生凹坑,使軸承提前損壞;
(3)作用力分布要對稱、均勻,并垂直于緊配合套圈端面,以免軸承局部應力過大。
填料壓蓋的檢修
1、填料壓蓋端面必須軸垂直。
2、填料壓蓋與軸套直徑間隙0.75~1.0mm。
3、填料壓蓋外徑與填料箱間隙0.1~0.15mm。
4、機械密封壓蓋膠墊要高于接觸面1.50~2.50mm。
軸承座的檢修
裝配前主要檢查軸承座與軸承外圈裝配過盈量和配合情況,軸承座的變形有如下三種情況:
1、剖分式軸承座的剖分面不貼合,如存在間隙,螺栓擰緊后,軸承發生變形,實際檢修中,用0.03mm的塞尺檢查,如不能通過即為合格。
2、軸承座孔的圓柱度和圓度偏差過大。
3、軸承座孔的軸向擋肩與軸承座孔中心線的垂直度偏差過大。
封油環的檢修
1、封油環與軸套間隙1.00~1.50mm。
2、封油環外徑與端面垂直。
3、填料箱與封油環外徑間隙0.15~0.2mm。
聯軸器的檢修
聯軸器的拆裝
(1)拆下聯軸器時,不可直接用錘子敲擊而應墊以銅棒,且應打聯軸器輪轂處而不能打聯軸器外緣,因為此處極易被打壞。最理想的辦法是用擄子拆卸聯軸器。對于中小型水泵來說,因其配合過盈量很小,故聯軸器很容易拿下來。對較大型的水泵,聯軸器與軸配合有較大的過盈,所以拆卸時必須對聯軸器進行加熱(公眾號:泵管家)。
(2)裝配聯軸器時,要注意鍵的序號(對具有兩個以上鍵的聯軸器來說)。若用銅棒敲擊時,必須注意擊打的部位。例如,敲打軸孔處端面時,容易引起軸孔縮小,以致軸穿不過去;敲打對輪外緣處,則易破壞端面的平直度,在以后用塞尺找正時將影響測量的準確度。對過盈量較大的聯軸器,則應加熱后再裝。
(3)聯軸器銷子、螺帽、墊圈及膠墊等必須保證其各自的規格、大小一致,以免影響聯軸器的動平衡。聯軸器螺栓及對應的聯軸器銷孔上應做好相應的標記,以防錯裝。
(4)聯軸器與軸的配合一般均采用過渡配合,既可能出現少量過盈,也可能出現少量間隙,對輪轂較長的聯軸器,可采用較松的過渡配合,因其軸孔較長,由于表面加工粗糙不平,在組裝后自然會產生部分過盈。如果發現聯軸器與軸的配合過松,影響孔、軸的同心度時,則應進行補焊。在軸上打麻點或墊銅皮乃是權宜之計,不能作為理想的方法。
檢修標準
1、聯軸器與軸的配合為H7/js6。
2、聯軸器兩端面軸向間隙一般為2~6mm。
3、安裝齒式聯軸器應保證外齒在內齒寬的中間位置。
4、安裝彈性圈柱銷聯軸器時,其彈性圈與柱銷應為過盈配合,并有一定的緊力。彈性柱銷與聯軸器孔的直徑間隙為0.40~0.60mm。
5、聯軸器的平面間隙:冷油泵2.2~4.2mm,熱油泵大于前串量1.55~2.05mm。
6、聯軸器用橡皮圈比穿孔直徑小0.15~0.35mm。
轉子檢修的標準
1、軸徑晃動不大于0.013mm,軸套不大于0.02mm,葉輪口環不大于0.04mm,葉輪端面的軸向晃動不大于0.23mm。
2、冷油泵的轉子與定子軸向晃動不大于1.9~3.9mm,熱油泵的轉子和定子軸向晃動不小于3.5mm。量節流軸封與泵軸間隙量,其值應在0.25~0.30 mm之間。
3、轉子晃度的測量 測量轉子晃度的方法與測量軸彎曲的方法類同。通常,要求葉輪密封環的徑向跳動不得超過0.08mm
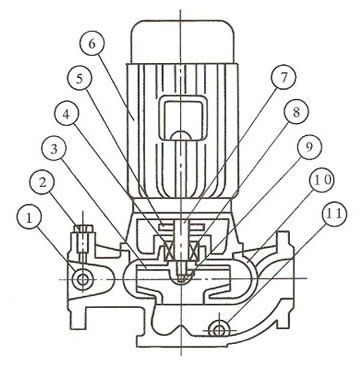
單吸離心泵的檢修
|
1
|
取壓塞
|
4
|
機械密封
|
7
|
聯體座
|
10
|
泵體
|
|
2
|
排氣閥
|
5
|
軸承
|
8
|
擋水圈
|
11
|
放水閥
|
|
3
|
葉輪
|
6
|
電機
|
9
|
葉輪螺母
|
|
|
1、解體步驟
(1) 先將泵蓋和泵體上的緊固螺栓松開,將轉子組件從泵體中取出。
(2) 將葉輪前的葉輪螺母松開(螺母拆卸的旋轉方向應與泵的旋轉方向一致),即可取下葉輪(葉輪鍵應妥善保管好)。
(3) 取下泵蓋和軸套,并松開軸承壓蓋,即可將軸從懸架中抽出(注意在用銅棒敲打軸頭時,應戴上葉輪螺母以防損傷螺紋)。
2、裝配順序
(1) 檢查各零部件有無損傷,并清洗干凈;
(2) 將各連接螺栓(公眾號:泵管家)、絲堵等分別擰緊在相應的部件上;
(3) 將“O”形密封圈及紙墊分別放置在相應的位置;
(4) 將密封環、水封環及填料壓蓋等依次裝到泵蓋內;
(5) 將軸承裝到軸上后,裝入懸架內并合上壓蓋,將軸承壓緊,然后在軸上套好擋水圈(注意軸承端蓋的方向);
(6) 將軸套在軸上裝好,再將泵蓋裝在懸架上,然后將葉輪、止動墊圈、葉輪螺母等依次裝入并擰緊,最后將上述組件裝到泵體內并擰緊泵體、泵蓋的連接螺栓。 在上述過程中,對平鍵、擋油環、擋水圈及軸套內的“O”形密封圈等小件易遺漏或錯裝,應特別引起注意。
雙吸泵的檢修
一. 解體的步驟
1、分離泵殼
(1) 拆除聯軸器銷子,將水泵與電機脫離。
(2) 拆下泵結合面螺栓及銷子,使泵蓋與下部的泵體分離,然后把填料壓蓋卸下。
(3) 拆開與系統有連接的管路(如空氣管、密封水管等),并用布包好管接頭,以防止落入雜物。
2、吊出泵蓋
檢查上述工作已完成后,即可吊下泵蓋。起吊時應平穩,并注意不要與其它部件碰磨。
3、吊轉子
(1) 將兩側軸承體壓蓋松下并脫開。
(2) 用鋼絲繩拴在轉子兩端的填料壓蓋處起吊,要保持平穩、安全。轉子吊出后應放在專用的支架上,并放置牢靠。
4、轉子的拆卸
(1) 將泵側聯軸器拆下,妥善保管好連接鍵。
(2) 松開兩側軸承體端蓋并把軸承體取下,然后依次拆下軸承緊固螺母、軸承、軸承端蓋及擋水圈。
(3) 將密封環、填料壓蓋、水封環、填料套等取下,并檢查其磨損或腐蝕的情況。
(4) 松開兩側的軸套螺母,取下軸套并檢查其磨損情況,必要時予以更換。
(5) 檢查葉輪磨損和汽蝕的情況,若能繼續使用,則不必將其拆下。如確需卸下時,要用專門的拉力工具邊加熱邊拆卸,以免損傷泵軸。
二、裝配順序
1、轉子組裝
(1) 葉輪應裝在軸的正確位置上,不能偏向一側,否則會造成與泵殼的軸向間隙不均而產生摩擦。
(2) 裝上軸套并擰緊軸套螺母。為防止水順軸漏出,在軸套與螺母間要用密封膠圈填塞。組裝后應保證膠圈被軸套螺母壓緊且螺母與軸套已靠緊。
(3) 將密封環、填料套、水封環、填料壓蓋及擋水圈裝在軸上。
(4) 裝上軸承端蓋和軸承,擰緊軸承螺母,然后裝上軸承體并將軸承體和軸承端蓋緊固。
(5) 裝上聯軸器。
2、吊入轉子
(1) 將前述裝好的轉子組件平穩地吊入泵體內。
(2) 將密封環就位后,盤動轉子,觀察密封環有無摩擦,應調整密封環直到盤動轉子輕快為止。
3、扣泵蓋
將泵蓋扣上后,緊固泵結合面螺栓及兩側的軸承體壓蓋。然后,盤動轉子看是否與以前有所不同,若沒有明顯異常,即可將空氣管、密封水管等連接上,把填料加好,接著,就可以進行對聯軸器找正了。
三、泵殼結合面墊的厚度
葉輪密封環在大修后沒有變動,那么泵殼結合面的墊就取原來的厚度即可;如果密封環向上有抬高,泵結合面墊的厚度就要用壓鉛絲的方法來測量了。通常,泵蓋對葉輪密封環的緊力為0—0.03mm。新墊做好后,兩面均應涂上黑鉛粉后再鋪在泵結合面上。注意所涂鉛粉必須純凈,不能有渣塊。在填料涵處,墊要做得格外細心,一定要使墊與填料涵處的邊緣平齊。墊如果不合適,就會使填料密封不住而大量漏水,造成返工。
意嘉泵業其他產品:管道泵 多級離心泵 磁力泵 排污泵 化工泵 螺桿泵 多級泵 隔膜泵 自吸泵 油桶泵 齒輪油泵 計量泵 屏蔽泵 離心泵 潛水泵 深井泵 塑料泵 氟塑料泵 液下泵 漩渦泵 紙漿泵 玻璃鋼泵 轉子泵 管道離心泵 濃漿泵 消防泵 水泵控制柜 污水泵 成套給水設備

